
副鏡のスペックは
D=130mm、R=940mm、放物面係数=−3.58(凸双曲面)を製作します。今回もまたテスター鏡を作って フリンジテストにて修正を行う予定です。
まずは鏡材の確保ですが、130mm??どこぞで頂いた、軸外しミラーが3枚ありましたので、これを流用させて頂く ことにしました。
軸外しということで、コバ厚が数ミリ違うのと、この鏡は裏面も球面になっているので、平坦に削ることにしました。加 工はダイアモンドカップをフライスに取り付け乾式にて研削加工を行います。ガラス粉が飛び散らないようにそこそこの 回転数で、粉の飛ぶ方向で掃除機を使って集塵します。
削り落とす量は、凸鏡が5mm程度、凹ツールが3mm程度です。
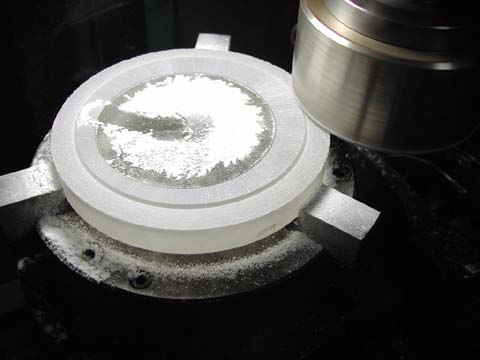
乾式研削のため、すぐに目詰まりを起こしダイアが脱落してしまうので、側面を使用して加工を行いました。
ダイアモンドカップの回転数が遅いことと、乾式で粉の除去効率が悪いので研削時間は約1時間かかりましたが、砂で落 とすことを考えると、速く精度よく仕上がりますが、今回は後半ダイアの脱落と目詰まりで表面が荒れて(ピット発 生)しましたので、裏面ならば我慢できますが鏡面側ですと、湿式で研削するのが正解です。

表面の上がりは#320程度です。

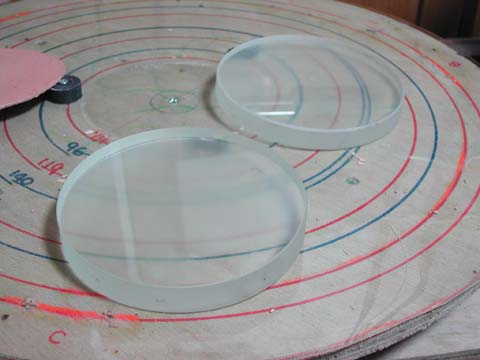
目標の曲率はR=955mmで計画しています。
曲率の測定は#400までは球面計で#400以降は何とかフーコテスタで曲率を計ることができるので、テスタと球面 計の双方で確認しました。

裏表共に#800を終了し、裏面は研磨パットで透明し仕上げます。
透明の程度はフリンジが観察できる程度の透明でOKです。

溝の入れ方は、研磨講習会方式です。(小径はこの方法が簡単)

ひたすら、艶が出るまでがんばります。
ところが、夏用のピッチではさすがに10月の気温が低く硬いため、磨きが進みません。
セリウムが硬いピッチの上で転がっているようです。
おまけに、ピッチが削れてきてセリウムが黒くなってきます。

疲れるので、機械の出番です。
............この状態で、かなりの時間をロスしました。
なかなか磨きが進まない。(全く進まないわけでもないのですが、とにかく時間がかかる)
この後、パットで磨いたり(速っつ!!...面荒れ凄い!!)
2枚目のピッチ盤は、オイルを混ぜて柔らかく(おお調子良い!!、ダレが少し速いかな)
という調子で作業は進みました。
では、次のページで面相の変化を紹介します。