傑偩丄壗偑昁梫晄梫偑偼偭偒傝偟偰偄傑偣傫偑丄偞偭偲偙偺掱搙偺戝偒偝偲婡婍偺攝抲傪峫偊偰偄傑偡丅
偲傝偁偊偡丄僒乕價僗億乕僩偼懡傔偵晅偗偰偍偙偆偲峫偊偰偄傑偡丅

俤俢倂俙俼俢俽惢偱偡丄怴昳偼偲偰傕崅壙側傕偺偱偡丅
俼俹乮桘夞揮億儞僾乯偱攔婥偟偨屻偵丄婲摦偟傑偡丅
婓敄嬻婥傪乮婥懱暘巕偺椞堟乯傪扏偒弌偡傛偆偵偟偰攔婥偡傞傜偟偄偱偡丅
偙偺丄僞乕價儞偑俇侽侽侽侽倰倫倣偱夞揮偟傑偡丅
偙傟埲奜偵偼
俼俹丗桘夞揮億儞僾
俵俛丗儊僇僯僇儖僽乕僗僞乕億儞僾乮儖乕僣億儞僾乯
俛亅俙僎乕僕丗儚僀僪儗儞僕偺怴昳偱偡両両
....傑偩傑偩丄僑乕儖偼墦偄丅

拞屆側傫偱偡偑丄僠儍儞僶乕偵偡傞偺偱掱搙偺椙偄傕偺傪偝偑偟傑偟偨丅
傑偨丄摨偠宎偱傕擏岤偑敄偄傕偺傕偁傞偺偱丄尰暔傪妋擣偟側偄偲傢偐傝傑偣傫丅崱夞偼丄俆係們倣偺傕偺偱擏岤偼 俆倣倣掱搙偱偡丅偙傟偱偼偲偰傕恀嬻偵偼懴偊傜傟側偄偺偱丄奜懁偵儕僽傪梟愙偟偰曗嫮偟傑偡丅
娵偄墌斦偼丄僠儍儞僶乕偺僼儔儞僕梡偺嵽椏偱偡丅

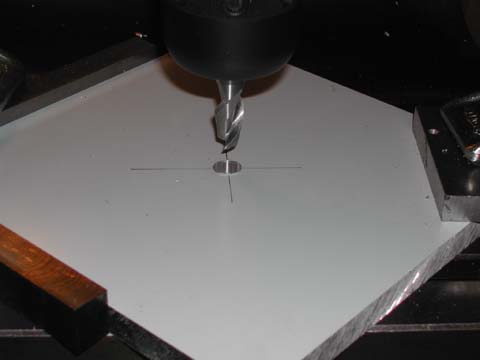

僒乕僉儏儔僥乕僽儖偺拞怱偵M12僗僞僢僪儃儖僩傪棫偰偰僋儔儞僾偱屌掕偟傑偡丅摉慠丄僒乕僉儏儔傑偱嶍傜側偄傛偆 偵晘偒斅傪晘偄偰偁傝傑偡丅



偙偺屻丄奜宍傪巇忋偘偰偐傜丄撪宎傪巇忋偘傑偡丅
撪宎偼僼儔儞僕岤傒偺敿暘傑偱娗偑偼傑傝傑偡偺偱抜晅偒偲側傝傑偡丅