|
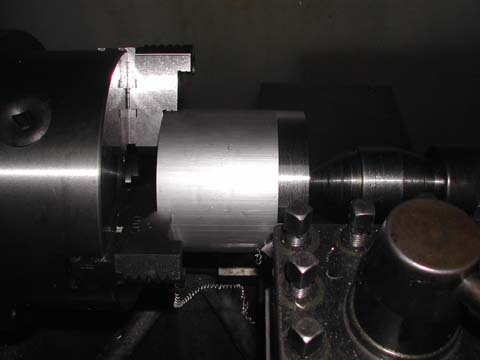
外径90mmのアルミ丸棒のムクより
副鏡バッフルを削り出すことにしました。
まずは、外形を削りだします。
主軸にチャックのかかりが少ないので、センタ押しで支えています。
材料は、予め加工手順を考えて長め(+30mm)にしてあります。
どうしても、段付のバッフルにしたかったのでムクからの削りだしとなりました。 ストレートなら、パイプ材でよかっ
たのですが......
|

|
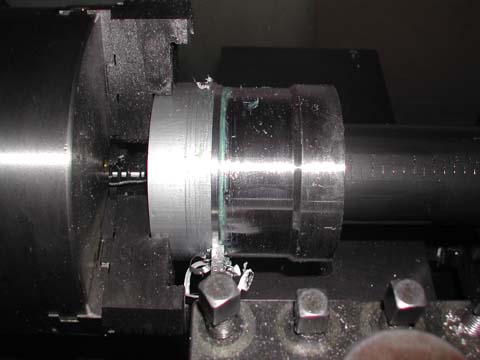
外径の加工が完了したら、穴ぐりを行
うためドリルで貫通します。 手持ちのドリルはφ12までなので、とるあえず12mmの穴をあけました。
|

|
ボーリングバー(穴ぐりバイト)で徐々に穴を大きくします、主軸のチャック部分までは削りませ
ん、副鏡のバッフルの肉厚は2mmになるのでチャック部分まで削ってしまうと、つかみが弱くなって外れる可能性があ
るのためです。 よって、止まり穴となるので、ダイヤルゲージで止めの位置を確認します。 止めを誤ると、ボーリン
グバーを折ってしまいます(1本2万円は痛いです)。
|

|
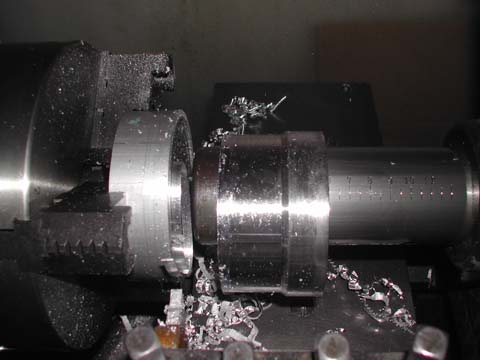
あ
る程度穴が大きくなったら、大きな穴用のボーリングバーに交換すればよいのですが、私はまだφ10のボーリングバー
(超硬)しか持っていないので、1回あたり直径で0.8mmづつ穴を広げます。
あ〜、約100回も同じ作業の繰り返しです。 |

|
ひ
たすら、削ります。
といっても、止めの3mm程度手前までは、自動送りですが...
穴の手前、段付部分は41形バイト(45°横向き)で穴を広げます、そうすると段付の部分も45°でうまく仕上がり
ます。
|
|
い
よいよ、突っ切りです。
突っ切った後に、せっかくのバッフルがすっ飛ばないように、心押しを突っ込んで起きます。
|
|
無
事、突っ切り完了です。
この後、突っ切った面を仕上げて、副鏡バッフルが完成です。
|

|
副
鏡を固定する板、つまりバッフルの底板を加工します。
10mmの板を円盤に加工した状態で購入してありますので、そのまま段付加工をして、中央にM6のネジ穴をあけて完
了です。
|

|
完
成した、副鏡バッフルと底板です。
|

|
そ
れ以外に加工した、副鏡周りの部品です。
|

|
ス
パイダーの中央金具は、溶接で組み立てを行うのですが、正確に組みあがる?ように溝加工をしてはめ込んだ後に溶接す
ることにしました。
スパイダー(羽)は、0.8mmの真鍮で製作する予定です。(ネジ固定)
ああ〜、疲れた。
|
|
次回は、
金具の溶接とスパイダー羽です。
まだ、続く...待っててね
|