
まだ、チャンバー側で漏れがあります。
赤〇の部分です。
よくわからないので、再び加圧法に変更。
今度は、クレータみたいな箇所を重点チェック
見つかりました、かなり小さなクレータです、こんなレベルでもダメか〜
容器内面より再溶接しましたが、溶接肌が荒れてしまいました・・・
再テストでも、漏れは解消していません。
仕方なく、表側より溶接し、何とか解消。
三箇所目の漏れ解決。
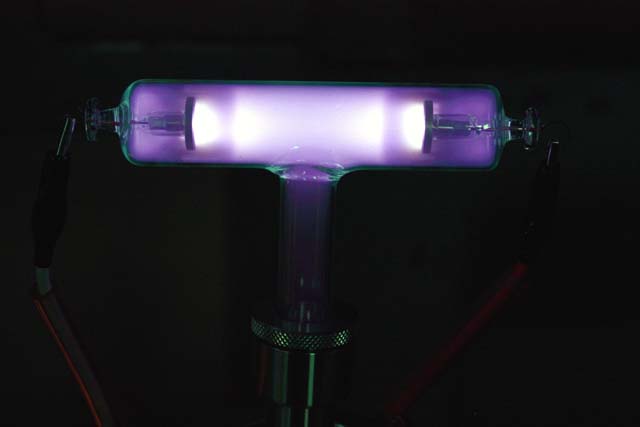
真空度が高くなっていくと、中央部分の明るい部分が狭くなっていっていきます。
まだ、漏れている箇所がありますね・・・
洗浄スプレーで確認したところ、チャンバー底のフランジパイプの付け根の何処か・・・らしい
TMP取り付けエルボのチャンバー側フランジ付け根の何処か・・・らしい
目視では、クレータらしきところは見当たりません・・・
怪しき所は、再溶接かなぁ〜。

チャンバー本体では、底のフランジ付け根で蟹泡が発生し漏れを確認できました。
昨日のガイスラー管+洗浄スプレーでも反応があった付近です。
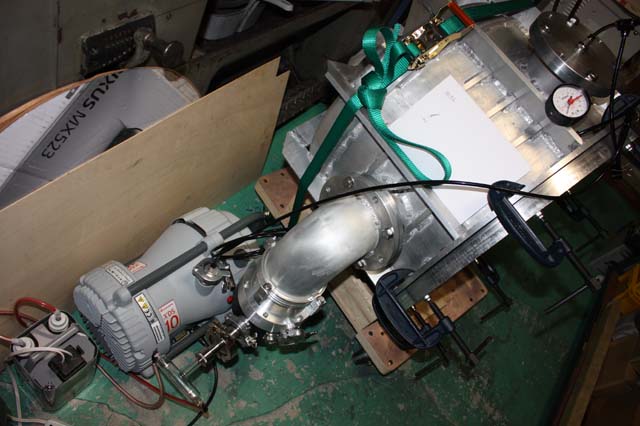
この写真の中央のフランジの時計でいうと11時方向の小さな赤矢印部分です。

これで、漏れ箇所は4箇所目が見つかりました。
この部分の修理はチャンバー内側から再溶接で補修することになります。
チャンバー内に頭を突っ込んでの作業なので、溶接時の紫外線でこんがり日焼けしないように保護具を新調してから取り 掛かることにします。
一方、TMPの取り付けエルボのフランジ付け根は、加圧法でも漏れは確認できませんでした。
洗浄液のガスがチャンバー裏に回って反応したのでしょうか?
今日は、無反応でした・・・

前回投稿から大分たちました・・・
その間に、双望会に参加するために、機材の点検、部品製作をしていました。
真空チャンバーの方は、リーク探し(その3)でご報告している補修方法で作業していました。
溶接パワーアップのため300AのTIGの中古機をGET、ガスは7m3ボンベレンタルができ、溶接環境はバッチリ 整った状況です。
楽々溶接ができるようになりました(^-^)V・・・溶接パワー不足のイライラは解消です。

底のポート周囲を全周溶接して・・・結果だめ・・・溶接部分を削り落とし
これを3回繰り返しましたが、状況が悪化することはあっても改善が見えません。
相変わらず、リーク箇所がつかめない状況です。
そこで、底ポートの溶接個所を変更することにしました。
内側をざぐって汚染されている箇所をすべて削り落として、開先形状も変更します。
削る量が多いので、リュータを円周に沿って動かせるように治具も作成しました。


溶接個所を全て除去して何とか新しい開先形状ができました。

まあ、今度はリーク発生しても発生箇所が判るはずです。
反対側半周を再度リュータで削り落として再溶接。
今度は、完全にギャップが開いた状態での溶接となったので、溶接中のガス吹き出しは発生しませんでした。
今度は、どうでしょう・・・
組み上げて、0.5気圧の加圧テストを実施、少し圧力が下がるが漏れ気配はない。
溶接でチャンバーが温まっているので、冷えると内圧が低下しているのか?
今度は、真空ポンプに接続して、真空引きでテスト。
1時間・・・2時間・・・3時間・・・ケージ圧では変化なし。
一晩明けて・・・ゲージ圧では変化なし。
やっとこ、カニ泡レベルのリークは無くなったようです。
はぁ〜、やっとこ止まった。
これだと10〜100Pa程度かな・・・スクロールの到達圧は一桁Paなので、まだ漏れがあるのかな・・・

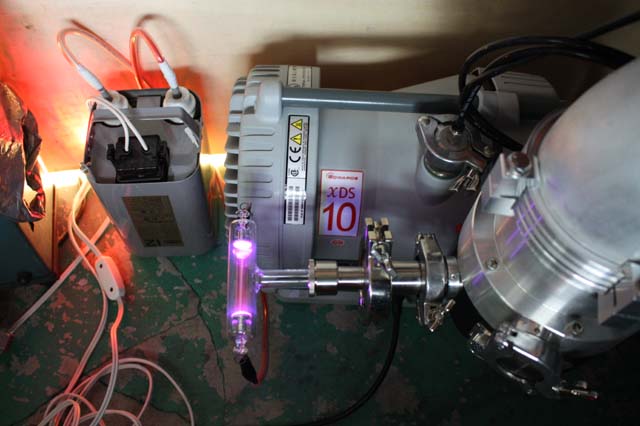
再度確認・・・ん? 放電がちょっと薄い
部屋を暗くすると・・・ガイスラー間の壁面が蛍光発 光・・・つまり一桁Paに到達か
ということで、スクロールポンプの到達圧まではたどり着きました。